


产品图片





产品详情
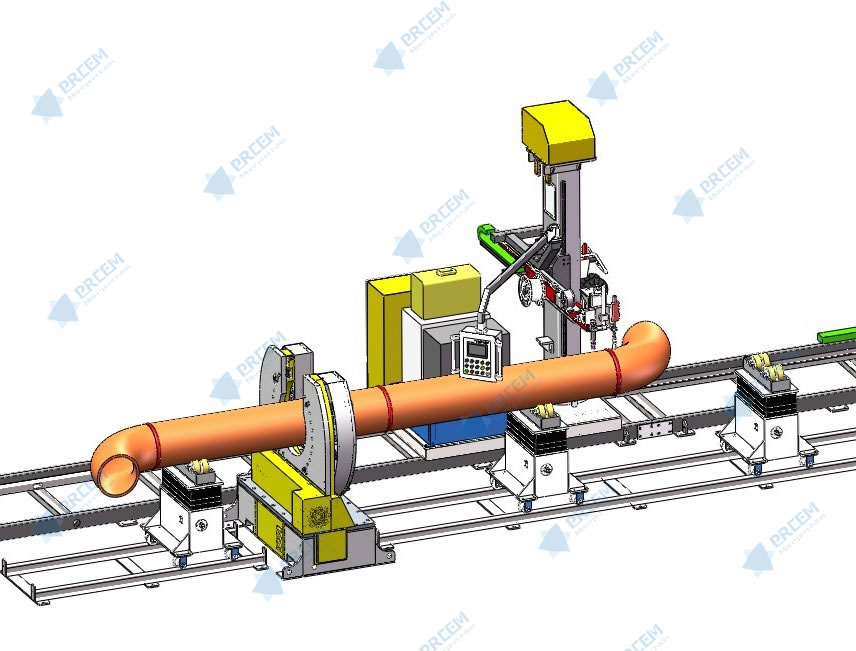
设备用途
宁波百华公司所生产的管道加工装备具有无可比拟的实用性及可靠性,该PPFW系列U型卡钳式管道自动焊机是我公司专门为管道预制快速装夹而开发的主要产品,可配备熔化极气保焊、钨极氩弧或埋弧焊实现管道的高速自动焊接。
工件形式
技术优势:
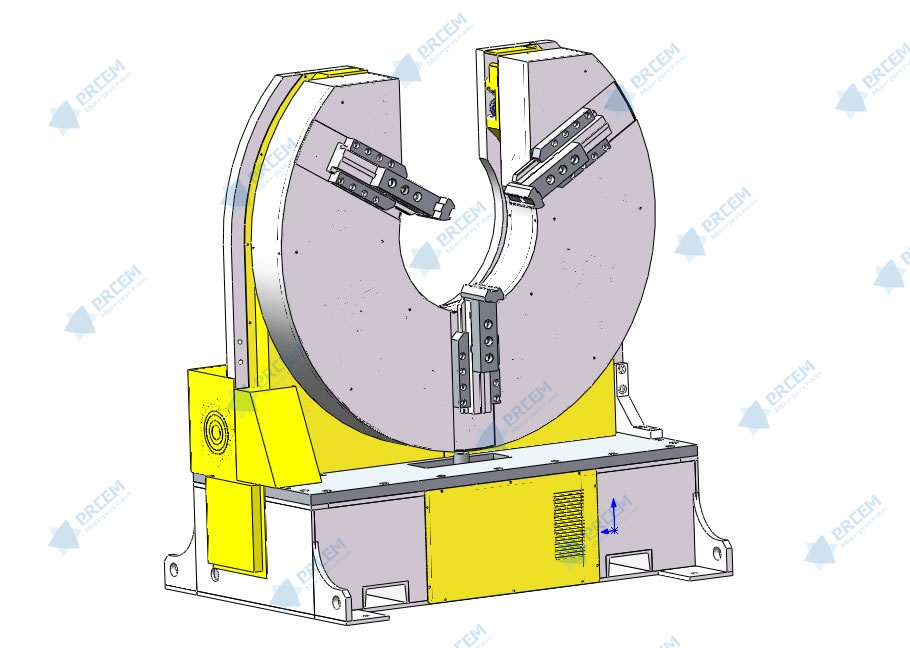
①工件夹持旋转无窜动
采用U型驱动卡钳夹持工件,工件焊接旋转无窜动,避免焊接过程焊缝跑偏,在待焊接焊口组对相对标准的情况下无需在焊接过程进行焊枪左右微调;
②可夹持在离焊缝最近位置进行焊接
U型驱动卡钳采用开口式中空结构,可加持直管任意位置进行旋转焊接(夹持在离工件焊口最近的位置进行旋转焊接,极大降低工件弯曲对焊接产生的影响),特别是进行氩弧焊打底焊接提供极佳的工件回转稳定性;
③大功率伺服电机驱动,驱动力大、精度高
该U型驱动卡钳采用大功率伺服电机实现驱动旋转,极大的提高工件焊接旋转的稳定性和焊接精度控制;
④自动夹持工件
该U型驱动卡钳设计有一套独特的气动/电动组合自动夹紧系统,在管段上机后可对管段进行自动夹紧/松开,工件夹紧/松开完毕后夹持机构自动回退,有效减轻工人的劳动强度,提高装夹效率;
焊接质量:
焊缝成行美观无缺陷,满足UT或RT检测Ⅰ级或Ⅱ级焊缝合格率达98%以上;
满足承压试验或冲击、拉伸、弯曲等力学性能检验要求。
主要参数
|
设备型号/名称 |
PPFW系列U型卡钳式管道自动焊机 | |
|
焊丝直径(mm) |
TIG :Φ1.0、Φ1.2、1.6 CO2/MAG/MIG:Φ1.0、Φ1.2、1.6 SAW:Φ1.6-3.0(粗丝3.0-5.0) | |
|
焊丝盘规格 |
15kg或20kg盘丝 | |
|
焊接速度(mm/min) |
TIG:70-150;热丝TIG:200-400 CO2/MAG/MIG:200-400;SAW:300-500 | |
|
U型卡钳驱动主机 |
驱动旋转方式 |
伺服电机驱动 |
|
驱动电机功率 |
2KW/3KW/4.5KW | |
|
驱动调速型式 |
人机界面设定+开关微调 | |
|
驱动调速范围 |
0~2r/min | |
|
工件夹持方式 |
三爪自定心夹紧 | |
|
夹持驱动方式 |
特制气动/电动组合式自动夹紧/松开 | |
|
夹紧电机功率 |
1.5KW | |
|
夹持速度 |
280mm/min | |
|
夹持工件范围 |
1.5-12寸/2-16寸/8-24寸(分机型) | |
|
中心高 |
950/1060/1250mm(分机型) | |
|
悬臂焊接主机 |
悬臂上下升降方式 |
电动,功率0.75KW |
|
悬臂上下升降行程 |
≮1000mm | |
|
悬臂前后移动方式 |
电动,功率200W | |
|
悬臂前后导向方式 |
齿轮齿条+高精密直线导轨 | |
|
悬臂前后移动行程 |
≮800mm | |
|
数控线性摆动器(TIG/MIG) |
结构组成 |
航空铝合金主体结构,封闭式,防止烟尘进入 |
|
传动结构 |
步进电机+高精密滚珠丝杆+进口直线导轨 | |
|
摆幅单位 |
0.5mm | |
|
摆动行程 |
100mm | |
|
摆幅设置 |
0-30mm | |
|
摆动频率 |
20-60次/分钟 | |
|
停留时间 |
0-3秒 | |
|
氩弧焊弧长跟踪系统(TIG选配) |
功 能 |
当管子坡口不标准时,焊枪能实现自动浮动调节 |
|
AVC跟踪速度 |
10~1000mm/min | |
|
AVC跟踪灵度 |
>±0.2V | |
