


产品图片




产品详情
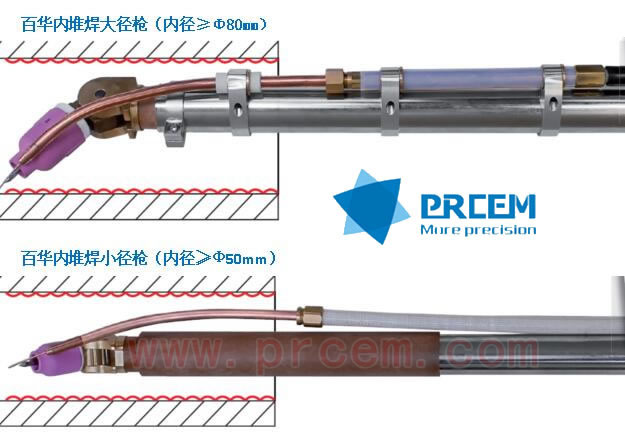
焊接工艺:TIG或热丝TIG
最小堆焊内径:Ø50mm
可焊接材质:各种碳钢、合金钢、不锈钢、镍基合金、钛合金等
设备配置
|
序号 |
部件名称 |
数量 |
部件功能说明 |
|
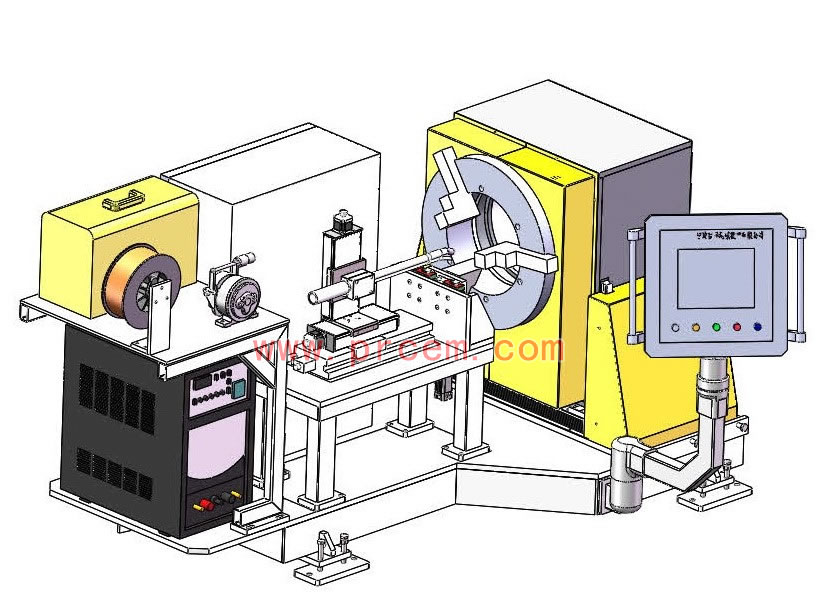
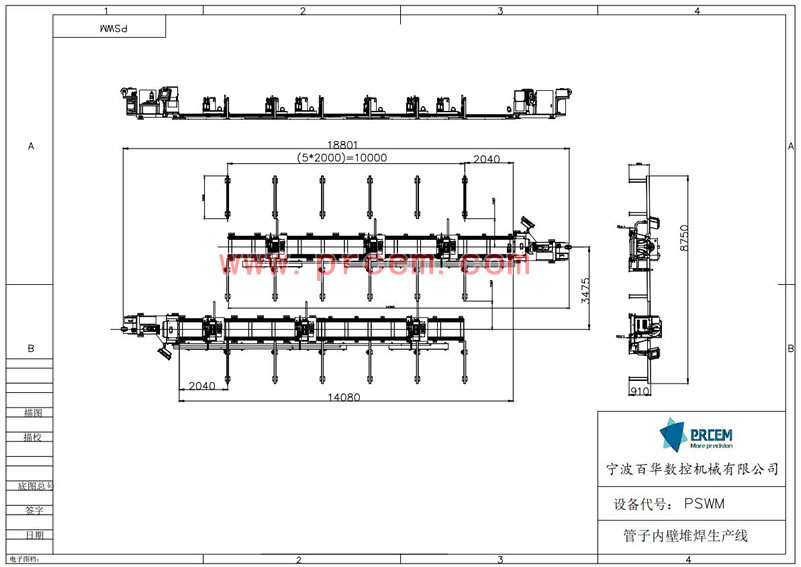
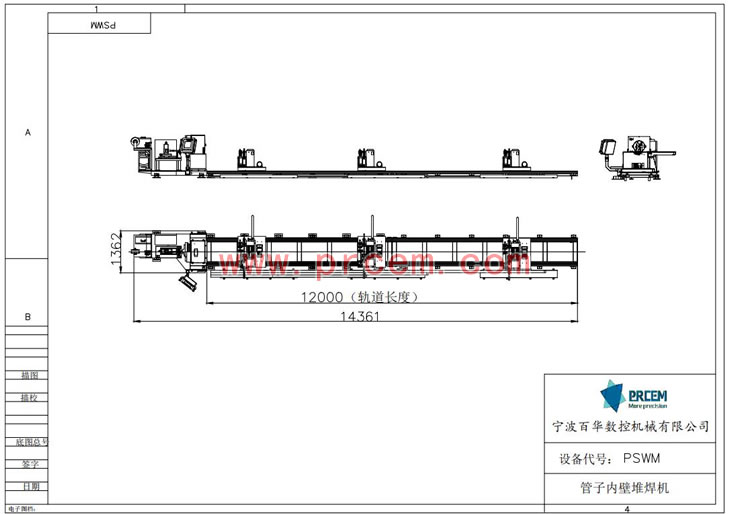
PSWM系列管子内壁堆焊机 | |||
|
1 |
堆焊机夹紧回转机头 |
1套 |
采用气动自动装夹卡盘,自动夹紧/松开工件;卡盘机头带通孔, 管子可以从中间穿过;卡盘机头可电动升降满足不同直径管子高度调节; 卡盘采用伺服电机驱动回转,能精确设定旋转速度、 定位旋转角度、圈数 |
|
2 |
整体式机座 |
1套 |
回转机头、焊接机头、焊接电源、控制柜、操作箱等均集成于整体机座上 |
|
3 |
伺服移枪滑台 |
1套 |
行程根据堆焊深度,采用伺服驱动精确定位焊接位置 及控制堆焊长度(深度) |
|
4 |
焊接摆动机构
|
1套 |
采用步进电机控制,实现堆焊时焊枪的摆动焊接, 灵活控制单道焊缝宽度,可设定摆宽、摆速、左右停留等 |
|
5 |
自动提枪机构 |
1套 |
采用步进电机控制,实现弧长跟踪控制的焊枪升/降 及多层焊接时焊枪的自动提升 |
|
6 |
PLC总控制系统 |
1套 |
内置焊接控制程序,实现自动焊接,含工业级控制柜、 PLC控制器、电气元件、电线电缆等 |
|
7 |
人机界面输入系统 |
1套 |
输入和显示焊接工艺参数,只需输入焊接工件信息即可开启焊接 |
|
8 |
手持无线遥控盒 |
1个 |
用于焊接参数微调 |
|
9 |
AVC弧压控制系统 |
1套 |
自动修正调整电弧高度,确保焊接过程电弧的恒定,实现高品质焊接 |
|
10 |
WSP焊接专家程序数据库 |
1套 |
可预设、存储、调用50组焊接工艺程序,实现一键式焊接 |
|
11 |
管端自动定位机构 |
1套 |
由气动元件、感应器等零件组成,用于精确定位来料管的管端位置, 为批量焊接时焊枪的重复定位提供统一的原点, 提高批量焊接功效 |
|
12 |
特制TIG焊堆焊焊枪 |
1把 |
特制耐高温堆焊枪,满足极小孔径的内部焊接 |
|
13 |
TIG焊接电源系统 |
1套 |
可选择松下、林肯、弗尼斯等高品质焊接电源 |
|
14 |
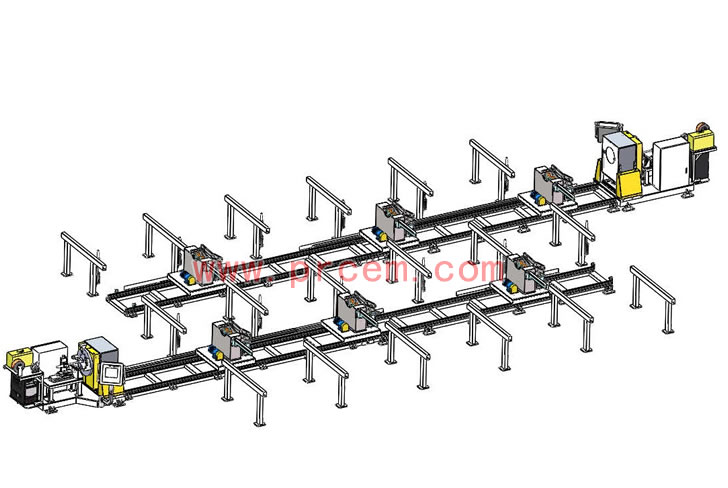
物流输送车系统 |
1套 |
由2或3台物流输送车+重轨轨道组成,用于支撑管子并负责 将管子焊前送入\焊后送出主机 |
|
15 |
其他配置 |
\ |
可选择自动上管、自动下管系统、存放料架等 |
主要参数
|
项 目 |
参 数 |
|
焊丝直径 |
φ1.0或1.2mm(实芯焊丝) |
|
堆焊层厚度 |
≤3mm(单层),可多层焊接 |
|
堆焊深度 |
按要求定制 |
|
焊枪冷却方式 |
强制水冷 |
|
焊缝成型方式 |
环形堆焊或螺旋堆焊 |
|
卡盘驱动电机 |
伺服电机,功率750W |
|
卡盘转速 |
0-7.5r/min |
|
工件夹持方式 |
气动自动夹紧/松开,程序联动控制 |
|
卡盘升降方式 |
电动,功率750W |
|
升降速度 |
435mm/min |
|
卡盘中心高 |
833mm-1043mm |
|
伺服移枪滑台 |
铝合金结构,由伺服电机+高精密滚珠丝杆+进口直线导轨传动;伺服电机功率200W,行程 按堆焊深度 |
|
焊接摆动机构 |
铝合金结构,由步进电机+高精密滚珠丝杆+进口直线导轨传动; 调节行程120mm;摆宽0-30mm;摆动频率20-60次/min;停留0-3s |
|
提枪机构 |
铝合金结构,由步进电机+高精密滚珠丝杆+进口直线导轨传动;调节行程120mm |
|
AVC弧压控制系统 |
跟踪速度10~1000mm/min,跟踪灵敏度>±0.2V |
|
物流车行走 |
电动,功率400W;行走速度6500mm/min |
|
控制方式 |
程序内置,通过人界界面预设、存储、调用工艺程序,通过无线手持遥控盒微调焊接参数 |
|
供气条件 |
纯氩,压缩空气(气压≥0.6MPa) |
|
供电条件 |
三相五线制,380V+10%/50HZ±1HZ |
